
Maintenance 4.0 in Industry 4.0: Smart Strategies for Predictive and Digital Maintenance
Maintenance 4.0 in Industry 4.0: A Guide from an IoT Development Company
Maintenance 4.0 refers to the digital transformation of industrial maintenance, applying Industry 4.0 technologies, such as the Internet of Things (IoT), Artificial Intelligence (AI), and Big Data, to move beyond traditional "fix-it-when-it-breaks" models.
It treats maintenance not as a cost center, but as a strategic asset for maximizing equipment uptime and operational efficiency.
Maintenance 4.0, a cornerstone of Industry 4.0, uses IoT, AI, and big data to shift from reactive or scheduled maintenance to highly predictive and prescriptive strategies, minimizing downtime and optimizing asset performance.
What Defines Maintenance 4.0?
The definition of maintenance 4.0 focuses on several key pillars:
- Connectivity (IoT): Sensors on machines gather large amounts of data, including vibration, temperature, pressure, current, and operational cycles. This is essential; without real-time data flow, advanced maintenance strategies cannot exist. For instance, a CNC machine in a Chennai factory constantly reports its spindle temperature.
- Data Analytics & Big Data: This raw sensor data is processed and analyzed to uncover patterns, anomalies, and correlations that suggest potential problems. It's not only about collecting data; it's about understanding it.
- Artificial Intelligence (AI) & Machine Learning (ML): AI algorithms play a key role in predicting equipment failure. They learn from past data, find indicators of failure, and accurately forecast when maintenance will be necessary. For example, an ML model could estimate the remaining useful life of a critical bearing based on minor changes in its vibration signature.
- Cloud Computing: The large volume of data generated by connected assets demands strong cloud infrastructure for storage, processing, and analysis. This enables scalable solutions, which are especially important for large companies.
- Digital Twins: A digital twin is a virtual version of a physical asset, system, or process. Digital twins allow for real-time monitoring, scenario simulation, and predictive modeling, giving a thorough view of asset health.
- Augmented Reality (AR): AR can equip maintenance technicians with digital information overlays on physical equipment, helping them through complicated repairs or inspections and improving first-time fix rates.
This approach transforms maintenance in industry 4.0, shifting it from a cost center to a strategic factor for operational success.
The Maintenance Evolution
Maintenance 4.0 represents the highest tier of a maturity spectrum:
- Maintenance 1.0 (Reactive): Run-to-failure; fix after breakdown.
- Maintenance 2.0 (Preventive): Scheduled regular check-ups based on time or usage.
- Maintenance 3.0 (Condition-Based): Real-time monitoring to perform maintenance only when sensors show signs of wear.
- Maintenance 4.0 (Predictive & Prescriptive): Uses AI to predict when a failure will occur and prescribes exactly how to prevent it.
Key Benefits
- Reduced Downtime: Companies can see a 30% to 50% reduction in unplanned downtime by scheduling repairs before catastrophic failures.
- Lower Costs: Reduces emergency repair expenses and optimizes spare parts inventory—ordering only what is needed, when it is needed.
- Increased OEE: Enhances Overall Equipment Effectiveness by improving availability, performance, and product quality.
- Sustainability: Well-maintained machines consume less energy and generate less waste, directly contributing to environmental goals.
The Evolution of Maintenance: From Reactive to Predictive Maintenance 4.0
To truly appreciate maintenance 4.0 strategy, it helps to understand the journey of maintenance practices.

- Reactive Maintenance (Run-to-Failure): The simplest and often most expensive approach. Equipment runs until it breaks, leading to unplanned downtime, rushed repairs, and potentially larger, more complex damage. Think of a power loom failing unexpectedly, halting fabric production.
- Preventive Maintenance (Time-Based/Usage-Based): Scheduled maintenance activities based on time intervals or usage (e.g., every 500 hours, every six months). While better than reactive, it can lead to unnecessary maintenance (replacing parts too early) or missing impending failures between schedules. This is the common preventive maintenance industry standard.
- Predictive Maintenance: This is where things get interesting and where predictive maintenance 4.0 truly shines. Instead of fixed schedules, maintenance is performed based on the actual condition of the asset, predicted by monitoring its performance and health indicators. This reduces unnecessary maintenance and prevents breakdowns. This is a core component of industry 4.0 predictive maintenance.
- Prescriptive Maintenance: The pinnacle of Maintenance 4.0. Beyond predicting when something will fail, prescriptive maintenance suggests why it will fail and what specific actions should be taken to prevent it, often offering multiple solutions and their likely outcomes. It’s about recommending the optimal intervention.
Why Manufacturers Need Industry 4.0 Maintenance Today?
The benefits of adopting industry 4.0 maintenance are clear and measurable. For a manufacturing facility in Pune, these benefits can lead to a competitive edge.
- Reduced Downtime and Increased Uptime: This is the most immediate benefit. By predicting failures, maintenance can be planned during scheduled downtime or before a serious failure happens. This maximizes operational hours. We've seen clients cut unplanned downtime by 30 to 50% after implementing predictive maintenance solutions.
- Lower Maintenance Costs: Fewer emergency repairs, better spare parts inventory (you only order what you need, when you need it), and longer asset lifespan all lead to significant savings.
- Extended Equipment Lifespan: Proactive maintenance stops small problems from turning into big, costly failures, which helps lengthen the life of expensive machinery.
- Improved Safety: Faulty equipment can pose risks. Predictive maintenance lessens the chances of major failures, making the workplace safer for employees.
- Optimized Resource Allocation: Maintenance teams can shift from dealing with crises to strategic planning, using resources more effectively. Technicians can concentrate on valuable tasks instead of just responding to emergencies.
- Better Production Quality: Steady machine performance, free from unexpected issues, results in more consistent and higher-quality products.
- Increased Overall Equipment Effectiveness (OEE): OEE is an important metric that combines availability, performance, and quality. Industry 4.0 predictive maintenance for production equipment positively affects all three, leading to significant improvements in OEE.
Take a large textile manufacturer in Ahmedabad as an example. Before implementing Maintenance 4.0, a vital spinning machine might fail every few months, resulting in hundreds of thousands in lost production. Now, with real-time monitoring and predictive analytics, they can spot early signs of wear, schedule maintenance during non-production hours, and prevent costly stoppages completely. This clearly demonstrates the advantages of industry 4.0 predictive maintenance.
Building Your Maintenance 4.0 Strategy: A Practical Roadmap
Implementing a successful maintenance 4.0 strategy isn't a flip of a switch; it's a journey that requires careful planning and execution.
As an IoT development company, here's a roadmap we often guide our clients through:
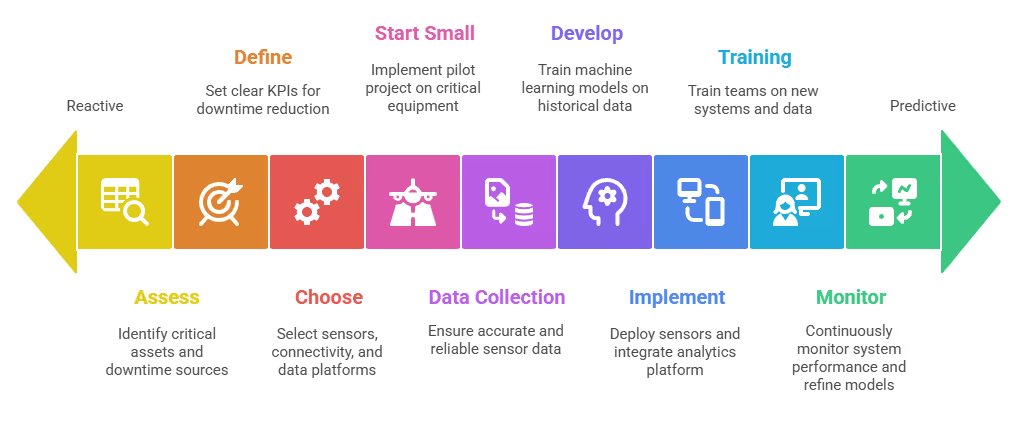
Assess Your Current State:
- What are your most critical assets?
- What are your biggest sources of unplanned downtime?
- What data are you currently collecting, and how is it used?
- Identify low-hanging fruit where a small change can yield significant results. For a pharmaceutical plant, this might be a critical packaging machine.
Define Clear Objectives & KPIs:
- What do you want to achieve? (e.g., "Reduce unplanned downtime by 20% within 12 months," "Improve OEE by 5%," "Extend asset lifespan of X machine by 15%")
- How will you measure success?
Choose the Right Technology & Partners:
- IoT Sensors: What kind of data do you need? Vibration, temperature, pressure, acoustic, current, flow?
- Connectivity: Wi-Fi, LoRaWAN, cellular (5G)? Edge computing for local processing?
- Data Platform: Where will the data be stored and processed (cloud, on-premise)?
- Analytics & AI Tools: Off-the-shelf solutions or custom-built models?
- Integration: How will this new system integrate with existing ERP, MES, or CMMS systems? This is where an experienced IoT development company truly adds value.
Start Small, Scale Smart:
- Don't try to transform your entire factory overnight. Start with a pilot project on a critical piece of equipment or a single production line.
- Learn from the pilot, refine your approach, and then gradually expand. This iterative approach minimizes risk and builds internal confidence.
Data Collection & Cleansing:
- Garbage in, garbage out. Ensure your sensor data is accurate, reliable, and consistent. This often involves careful sensor placement and calibration.
- Historical data is invaluable for training AI models. The more quality data you have, the better your predictions will be.
Develop & Train AI Models:
- This is the core of predictive capabilities. Machine learning models need to be trained on historical data (normal operation vs. failure modes) to recognize patterns.
- This expertise is a key offering from any specialized IoT development company.
Implement & Integrate:
- Deploy the sensors, set up the data pipelines, and integrate the analytics platform with your existing operational systems. This ensures data flows seamlessly and insights are actionable.
- Consider integrating with workflow management systems to automatically generate work orders when a potential failure is detected.
Training & Change Management:
- Technology is only part of the equation.
- Your maintenance teams need to be trained on the new systems, understand the data, and adapt to a more proactive way of working. This cultural shift is crucial.
Monitor, Analyze & Refine:
- Maintenance 4.0 is not a set-it-and-forget-it solution.
- Continuously monitor the performance of your system, analyze the predictions, and refine your models and processes based on real-world outcomes.
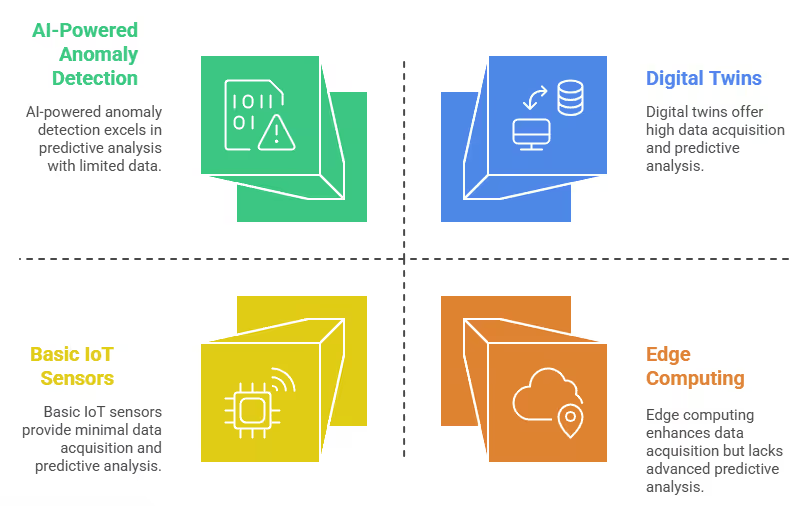
Key Technologies Driving Industry 4.0 Predictive Intelligent Maintenance for Production Equipment
The transformation in maintenance in Industry 4.0 is directly attributable to advancements in several key technological areas.
Internet of Things (IoT) for Data Acquisition
At its heart, industry 4.0 predictive intelligent maintenance for production equipment relies on real-time data from the plant floor. This is where IoT sensors come into play.
These are not just temperature gauges; they are sophisticated instruments:
- Vibration Sensors: Detect imbalances, misalignments, bearing wear, and other mechanical faults. A slight increase in vibration on a motor often signals impending failure.
- Acoustic Sensors: Listen for abnormal sounds, grinding, or squealing that might indicate issues.
- Thermal Sensors (Infrared/Thermography): Identify hotspots, friction, or electrical overloads, preventing issues like motor burnout or electrical fires.
- Current/Power Sensors: Monitor motor load, power consumption, and identify anomalies that suggest inefficiency or impending failure.
- Pressure & Flow Sensors: Critical for monitoring hydraulic, pneumatic, and fluid systems, ensuring optimal operation.
- Vision Systems: AI-powered cameras can inspect parts for defects, monitor wear on cutting tools, or detect deviations in manufacturing processes.
For a manufacturing unit producing automotive parts in Chennai, strategically placed IoT sensors on presses, robotic arms, and assembly lines provide a constant stream of vital health data. This forms the foundation for any effective maintenance 4.0 strategy.
Artificial Intelligence & Machine Learning for Prediction
Once data is collected, AI and ML algorithms become the brains of the operation. They identify patterns that human eyes (or traditional SCADA systems) would miss.
- Anomaly Detection: Algorithms learn what "normal" operation looks like and flag any deviation.
- Pattern Recognition: Identifying recurring patterns in data that precede specific types of failures.
- Predictive Models: Using historical data, these models forecast the probability of failure and the remaining useful life (RUL) of an asset or component.
- Root Cause Analysis: Some advanced AI systems can even suggest potential root causes of identified anomalies.
Our work in developing generative AI chatbots for industrial applications also extends to these predictive models. Imagine a maintenance technician asking a chatbot, "Why is the XYZ pump showing high vibrations?" and receiving an AI-generated explanation and suggested actions based on real-time and historical data. This integrates seamlessly into the overall maintenance 4.0 in Industry 4.0 ecosystem.
Cloud Computing & Edge Computing
The sheer volume of data generated by an industrial facility requires robust computing power.
- Cloud Computing: Offers scalable storage and processing capabilities, ideal for long-term data archival, complex analytics, and training large AI models.
- Edge Computing: Processing data closer to the source (on the factory floor) reduces latency and bandwidth requirements, crucial for real-time decision-making and rapid anomaly detection in scenarios where network connectivity might be intermittent. A small edge device might process vibration data locally and only send critical alerts to the cloud.
Digital Twins for Holistic Asset Management
Digital twins are becoming increasingly powerful in the realm of maintenance 4.0. A digital twin of a complex machine or an entire production line allows for:
- Real-time Monitoring: Visualizing the health and performance of the physical asset virtually.
- Scenario Simulation: Testing different maintenance strategies or operational changes in a virtual environment without affecting the physical system.
- Predictive Maintenance: Integrating sensor data and AI models into the twin to predict failures and show their impact.
- Remote Diagnostics: Expert technicians can diagnose issues from anywhere, reducing the need for on-site visits.
For a manufacturing plant with complex, high-value machinery, a digital twin can be an invaluable tool for optimizing maintenance industry 4.0.
Real-World Examples & Case Studies in Maintenance 4.0
Case Study 1: Automotive Component Manufacturer (India)
An automotive component manufacturer in India faced frequent unplanned downtime due to failures in their injection molding machines. These machines are critical, and a single breakdown could halt an entire production line.
- The Challenge: Reactive maintenance led to high repair costs, significant production losses, and missed delivery deadlines.
- The Solution (implemented with an IoT development company): We deployed a custom IoT solution with vibration and temperature sensors on key components of the injection molding machines. Data was streamed to a cloud platform where an ML model was trained to predict bearing and motor failures. Alerts were integrated with their existing CMMS.
- The Outcome: Within six months, they reduced unplanned downtime for these machines by 40%. They shifted from reactive repairs to scheduled maintenance during planned breaks, optimized spare parts inventory, and extended the lifespan of their critical equipment, showcasing the direct benefits of maintenance 4.0 in Industry 4.0.
Case Study 2: Chemical Processing Plant (Middle East)
A large chemical processing plant in the Middle East was struggling with the high cost and safety risks associated with their aging pump infrastructure. Traditional preventive maintenance industry practices were not sufficient.
- The Challenge: Pumps were often over-maintained or failed unexpectedly, leading to hazardous material handling and significant clean-up costs.
- The Solution: An industry 4.0 predictive maintenance solution was implemented, focusing on condition monitoring of pumps using flow, pressure, and vibration sensors. AI algorithms analyzed these data streams to predict cavitation, seal failures, and motor degradation.
- The Outcome: They achieved a 25% reduction in pump-related maintenance costs and significantly improved safety by preventing unexpected leaks and failures. This proactive approach highlights the power of predictive maintenance 4.0.
These examples underscore that industry 4.0 predictive intelligent maintenance for production equipment isn't just a concept; it's a proven strategy delivering tangible results for businesses globally.

